ISO 9001 Certified
Coordinate Measuring Machine (CMM)
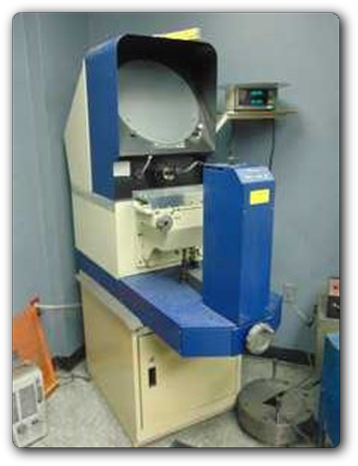
An optical comparator (often called just a comparator in context) is a device that applies the principles of optics to the inspection of manufactured parts. In a comparator, the magnified silhouette of a part is projected upon the screen, and the dimensions and geometry of the part are measured against prescribed limits.
The typical 3D "bridge" CMM is composed of three axes, X, Y and Z. These axes are orthogonal to each other in a typical three-dimensional coordinate system. Each axis has a scale system that indicates the location of that axis. The machine reads the input from the touch probe, as directed by the operator or programmer. The machine then uses the X,Y,Z coordinates of each of these points to determine size and position with micrometer precision typically,